普卢福激光对中仪具有孔对中功能,是内燃机、往复式压缩机和泵的维修和调整的理想系统。这个系统专门开发用于燃气轮机和蒸汽轮机精确对中机器内部元件如轴承套圈、隔板、内壳和外壳等的精确对中。普卢福激光对中仪还具有精确测量直线度、平面度、水平度、平行度和垂直度。
1.对中参数:
由于需要测量轴对中并随后进行修正,所以就必须有一种量化和描述对中状态的方法。
传统上,用联轴器表面的千分表读数或机器支脚处的位置值描述对中状态。这两种方法的实测值都取决于机器的尺寸。由于安装千分表的方法非常多(例如双表对打、缘和面、双缘法),所以就非常难以比较测量值以及应用允差。此外,边缘指示器读数是真实偏移的两倍,还必须观察符号变化,取决于测量的是内部还是外部、左还是右联轴器表面或边缘。
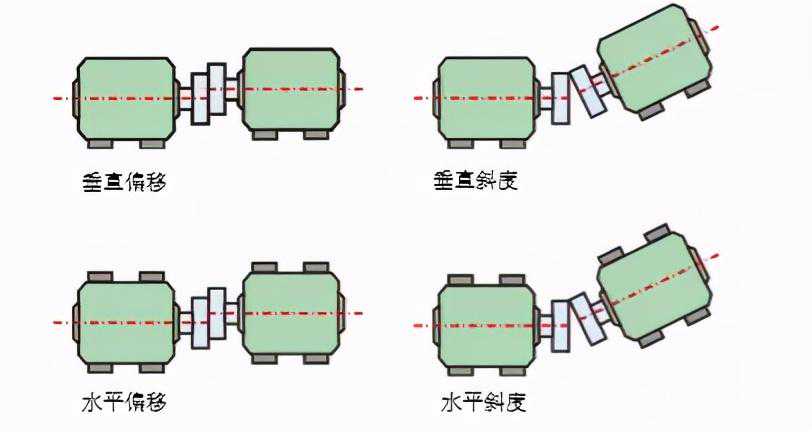
更现代化、容易理解的方法是利用水平(俯视图)和垂直(侧视图)方向的斜度和偏移来描述机器对中状态。通过该方法,即可利用4个值来表示对中状态,如下图所示。
2.斜度、开口和偏移:
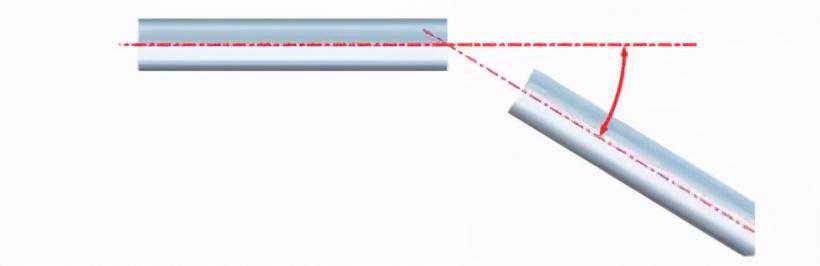
斜度是指两根旋转轴之间的夹角。
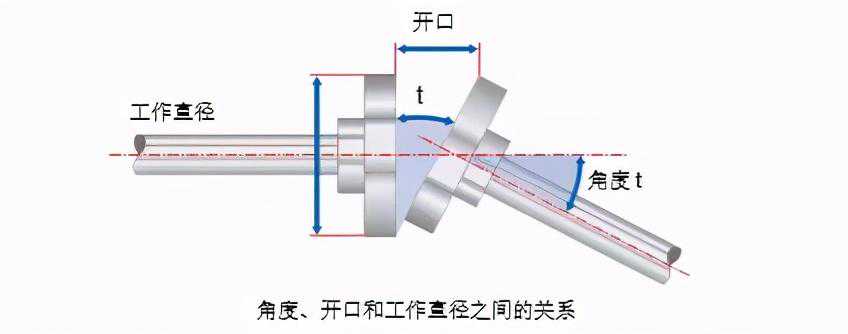
所以,更常见的方法是将角度表示为“开口每直径”。开口本身没有意义,必须将其除以直径才有意义。直径的正确叫法是“工作直径”,但往往称为联轴器直径。工作直径可以是任意方便的数值。重要的是开口和直径之间的关系。
注:1mrad=0.001英寸/英寸1mrad=1mm/m
偏移表示两根旋转轴在规定点的距离。偏移有时候被错误地称为平行偏移或边缘失中。但是,轴的旋转轴线很少是平行的,联轴器或轴边缘与轴的旋转轴线之间的关系是未知的。
如上所示,对于相同的对中状态,偏移值随用来测量两根轴旋转线之间距离的测量点的位置变化。如果没有其他任何说明,则在联轴器中心测量偏移,单位为mm或千分之一英寸。该定义指短弹性联轴器。对于,延长型联轴器,应该在联轴器的动力传递平面测量偏移。
3.短弹性联轴器:
为便于理解,当弹性元件的轴长或弹性元件之间的轴长等于或小于联轴器直径时,我们则称之为短弹性联轴器。对于短弹性联轴器工作在中、高速度的机器,要求非常精准的对中,以避免对轴、轴承和密封造成不适当的加载。
由于对中状态几乎总是斜度和偏移的组合,并且必须在垂直和水平平面对机器进行校正,所以就需要4个值来完整描述对中状态。
•垂直斜度(或开口每直径)
•垂直偏移
•水平斜度(或开口每直径)
•水平偏移
除非特别说明,偏移是指联轴器中心处轴旋转线之间的距离。下方草图所示为标记和符号约定。
4.机间轴
如果预计机器在工作期间会因为热增长等原因而发生明显的对中变化时,通常会安装机间轴。凭借机间轴的长度,即使机器位置发生较大的变化,机间轴末端的角度变化仍然比较小。相对于安装有短弹性联轴器的机器,对于安装有机间轴且轴的每端都具有弹性元件的机器,对准精度没有那么关键。完全描述对中条件需要4个参数值:
•垂直角度a
•垂直角度b
•水平角度a
•水平角度b
测量的是机间轴旋转轴线和对应机器旋转轴线之间的角度。
下方草图所示为标记和符号约定
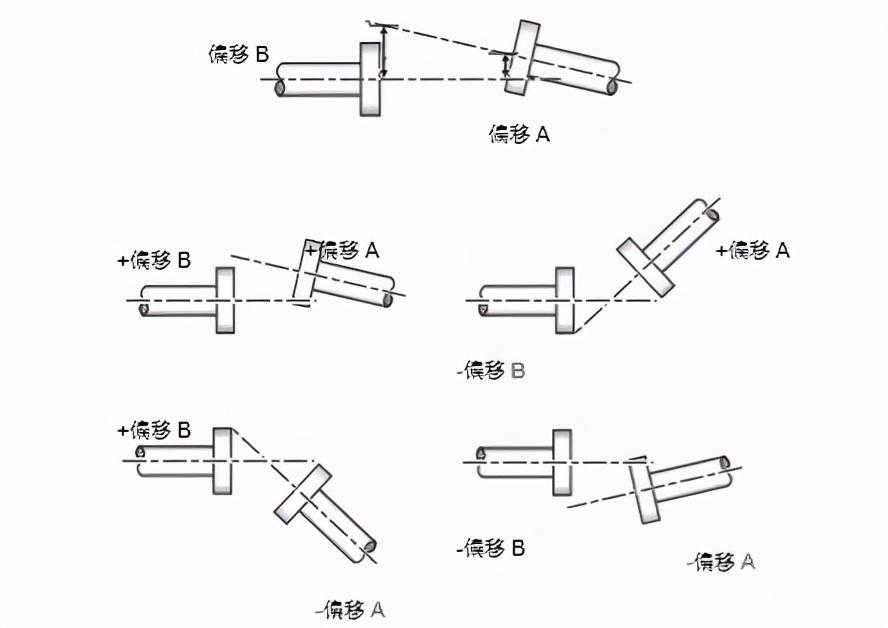
偏移B–偏移A
作为两个角度a和b的替代方法,也可以用偏移表示对中状态。
•垂直偏移B
•垂直偏移A
•水平偏移B
•水平偏移A
在机间轴末端处测量机器轴旋转轴线之间的偏移。这与双表对打对中相似。下方草图所示为标记和符号约定。
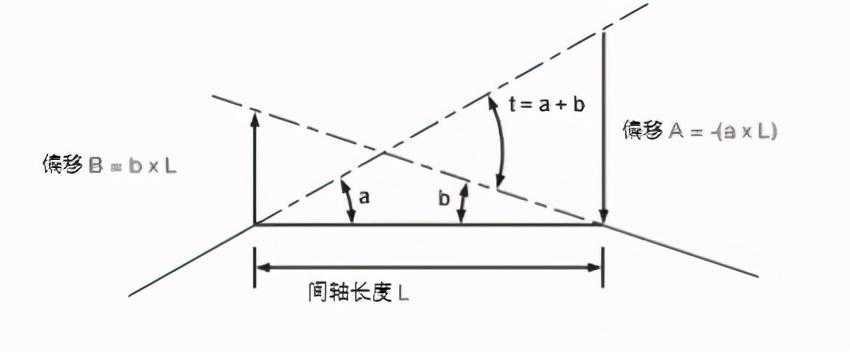
通过分析下图,可更清晰理解各个偏移和角度之间的关系。



