一、常见问题处理方案
进瓶绞龙处易倒瓶、破瓶、缺瓶
原因分析:
◆网带两边摩擦力过大,瓶子运行不顺畅;
◆进瓶底轨与网带交接面过高;
◆底轨与绞龙的间隙过大;
◆网带运行速度过慢或过快;
◆绞龙磨损严重槽太浅,进瓶不顺畅而破瓶;
◆瓶子在绞龙前面位置排列很紧,且瓶子不能产生回旋,也是导致瓶子破碎的原因。
处理方法:
✦将进瓶网带墙板两边增加F4条减小摩擦力;
✦调整进瓶底轨与网带交接平整;
✦调整网带与绞龙之间的间隙,保证小瓶子不掉落;
✦调整网带运行速度;
✦更换新的绞龙;
✦调整网带上的瓶子松紧度,保证瓶子在进瓶块处能够自动产生回旋。
理瓶盘倒瓶
原因分析:
⚑进瓶过渡板与理瓶盘交接不平整;
⚑理瓶盘运行速度过快;
⚑理瓶盘上的瓶子存储量未控制到最佳;
⚑理瓶盘上导向弹片弹力过大导致倒瓶。
处理方法:
◆处理好过渡板与理瓶盘交接平整;
◆瓶子在能够跟上主机速度的情况下尽量降低理瓶盘速度;
◆找出最佳瓶子存储量,调整并控制好挤瓶信号;
◆调整导向弹片弹力大小,保证正常运行中瓶子运行顺畅不易倒瓶。
理瓶盘不旋转
原因分析:
◆理瓶盘轴承被卡住;
◆减速机、电机故障;
◆变频器故障;
◆电源故障;
◆控制线路问题。
处理方法:
⚑检查理瓶盘被卡问题原因,更换轴承或回转支撑;
⚑更换减速机、电机;
⚑调整变频器参数或更换变频器;
⚑检测电源并确认正常;
⚑排除线路故障。
轨道缺瓶检测失控
原因分析:
✦检测光纤未调整好、线路松动或断裂、损坏;
✦检测开关未打开。
处理方法:
✦根据瓶子距离调整好检测信号、排查线路、更换检测光纤;
✦打开缺瓶检测开关。
进拨轮处破瓶
原因分析:
◆绞龙进瓶底轨与拨轮底轨的交接高度不平整;
◆绞龙与拨轮交接时间不同步;
◆绞龙端面有未将瓶子送出进瓶栏栅的端面;
◆进瓶栏栅与绞龙、拨轮相互之间的间隙是否合适。
处理方法:
◆调整底轨高度;
◆调整绞龙与拨轮交接时间,绞龙时间的调节,松开绞龙左边的夹紧螺钉,抓住左端轴不动,只转动绞龙使它送瓶子正好送到拨轮里,无阻卡、无破瓶现象,再锁紧固定夹紧螺栓;
◆调整绞龙安装左右基准位置,保证瓶子送出端面,拨轮交接无卡阻现象;
◆检测基准尺寸,调整进瓶栏栅与绞龙、拨轮之间的间隙。
出瓶碎瓶
原因分析:
⚑托瓶套低于出瓶底轨;
⚑拨瓶板的安装位置过高或过低,瓶子过渡不顺畅;
⚑出瓶拨轮与出瓶栏栅之间的间隙过小或过大,出瓶拨轮拨瓶位置过低或过高,都会影响破瓶;
⚑带出瓶盘的设备,在出瓶盘处储瓶过多,瓶子间所受力过大会导致破瓶;
⚑出瓶网带走瓶信号太晚触发。
处理方法:
◆调整出瓶底轨的高度,使其略高于托瓶套;
◆调整拨瓶板的安装位置,使上下2块平齐与瓶子间隙控制在1-1.5mm,与瓶身接触高度尽量偏下;
◆调整出瓶拨轮与出瓶栏栅之间的间隙;出瓶拨轮高度控制在与瓶身中部偏下;
◆出瓶为接瓶盘收瓶方式的应尽快减少出瓶盘上存储的瓶子,以减小瓶子相互间的作用力;
◆调整输送网带的走瓶信号和挤瓶信号,在不倒瓶的情况下尽量提前启动,当瓶子挤满到一定程度时检测到挤瓶信号,停止主机运行。
振动斗有异常声音
原因分析:
◆振荡斗固定螺栓有松动;
◆振荡斗安装与过塞板对接间隙未调整好,导致相互碰撞;
◆振荡斗内部弹片开裂或断裂;
◆振荡斗内部线圈铁芯间隙过大或过小。
处理方法:
◆检查所有固定螺栓,并拧紧松动螺栓;
◆调整好振荡斗出口与过塞板平齐,留有2mm间隙;
◆更换新的弹片并调整测试弹片弹力;
◆调整振荡斗内部线圈铁芯间隙。
锁口有多边、轧破、起皱
原因分析:
✦瓶子、盖子、塞子尺寸是否完全配套;
✦压头压得过紧,轧刀位置偏高,靠刀弹力不合适导致轧盖过程中瓶子旋转不顺畅;
✦瓶子是否旋转均匀;
✦轧刀是否磨损严重、不光滑。
处理方法:
◆更换配套的包材;
◆根据轧盖效果确认问题轧头编号,结合轧盖问题逐一调整合适;
◆检查摩擦垫磨损程度、托瓶套间隙等;
◆更换新的轧刀或对轧刀进行抛光处理。
轧盖后瓶子脖子被划伤
原因分析:
◆轧刀调得与瓶脖子太近;
◆靠刀弹簧力度过大;
◆轧刀刀口过于锋利;
◆轧刀角度与瓶口台阶角度不配套;
◆瓶子本身脖子不圆,成椭圆形。
处理方法:
◆调整轧刀与瓶脖子靠刀的距离;
◆减少靠刀的弹力;
◆修磨轧刀的刀口,稍微将刀口倒钝角;
◆更换与瓶口台阶相配合的轧刀,通常情况是将轧刀的角度减少;
◆更换标准的包材,保证瓶脖子的均匀性。
轧盖时出现盖子轧歪
原因分析:
⚑挂盖时盖子没有完全套在瓶子胶塞上面;
⚑瓶子与压头对中不精准存在偏差;
⚑压头内部摩擦垫磨损严重出现厚薄不一;
⚑压头尺寸与瓶盖不匹配;
⚑轧刀轧盖时间调得太早,瓶子还未到位轧刀就开始工作,容易将盖子碰掉或将盖子划伤;
⚑盖子、胶塞与瓶子本身不匹配。
处理方法:
◆调整压头的弹性大小,瓶子与铝盖的对中;
◆通过调整机头的位置或定位块的位置将瓶子与压头对中;托瓶盘内的轴承损坏,托瓶盘晃动而定位不准,需更换轴承;
◆更换摩擦垫,安装一定要平整;
◆更换与铝盖相匹配的压头;
◆可适当调整轧刀动作的凸轮;
◆更换相匹配的瓶子。
振荡斗盖子跟不上主机速度
原因分析:
◆振荡斗调速器开得太小、太大或损坏;
◆盖子本身有个别的变形引起卡盖;
◆振荡斗的弹片达到弹性疲劳;
◆电位器已损坏;
◆异形铝盖在振荡斗内卡盖。
处理方法:
◆调整到最佳状态;
◆把变形的盖子挑选出去;
◆更换新的弹片;
◆更换同型号电位器;
◆去除卡盖部位铝盖。
落盖轨道下来有翻盖
原因分析:
✦振荡斗内加盖数量过多,导致失去剔翻盖功能;
✦剔翻盖功能部位存在问题,翻盖不能完全剔除掉;
✦盖子包材本身问题,或振荡斗翻盖剔除功能不能正常使用。
处理方法:
◆人为控制好添加铝盖的总量或者调整自动加料检测光纤位置。保证振荡斗内铝盖最大量不能超过翻盖剔除功能部位;
◆排查剔翻盖功能部位问题,调整好翻盖经过此部位时一定能够自动掉落;
◆更换包材或者根据包材的特性修改剔翻盖功能,达到翻盖能够剔除功能。
瓶子挂盖不稳定
原因分析:
◆落盖轨道安装位置偏高或偏低;
◆落盖轨道出口与瓶子对中不精准;
◆下盖轨道两侧闸板过松或过紧;
◆压盖用的压板弹力过大或过小;
◆铝盖与瓶口尺寸不配套、过松或过紧。
处理方法:
◆调整落盖轨道高度;
◆调整落盖轨道位置,使得落盖口与瓶口对正;
◆调整闸板螺栓弹簧力度;
◆调整压盖压板的弹力大小;
◆更换配套包材。
轧盖时瓶子、轧刀不旋转
原因分析:
⚑检查圆弧栏栅是否过紧;
⚑底部托瓶部件轴承是否灵活;
⚑压头内的摩擦垫磨损严重;
⚑压头、定位板、托瓶套三者不同心;
⚑铝塑盖的配合过松,旋转时没有足够的摩擦力带动瓶子、轧刀旋转。
处理方法:
◆调整圆弧栏栅与瓶子之间的间隙;
◆更换托瓶套轴承;
◆更换压头摩擦垫;
◆调整压头、定位板、托瓶套的整体对中,使三者同心;
◆更换成与铝盖带有一定摩擦力的铝塑盖,使其能够旋转起来。
压头旋转不灵活
原因分析:
◆压头传动齿轮磨损严重;
◆压头轴与复合套磨损严重;
◆压头上端平面轴承安装错误;
◆平面轴承损坏。
处理方法:
◆更换传动齿轮;
◆更换复合轴承及轴;
◆更换正确的安装方法;
◆更换平面轴承。
二、设备维护与保养计划
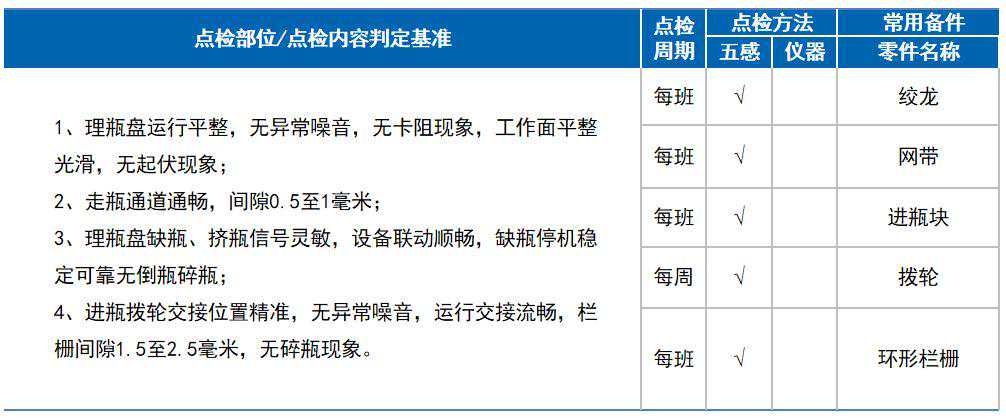
网带组
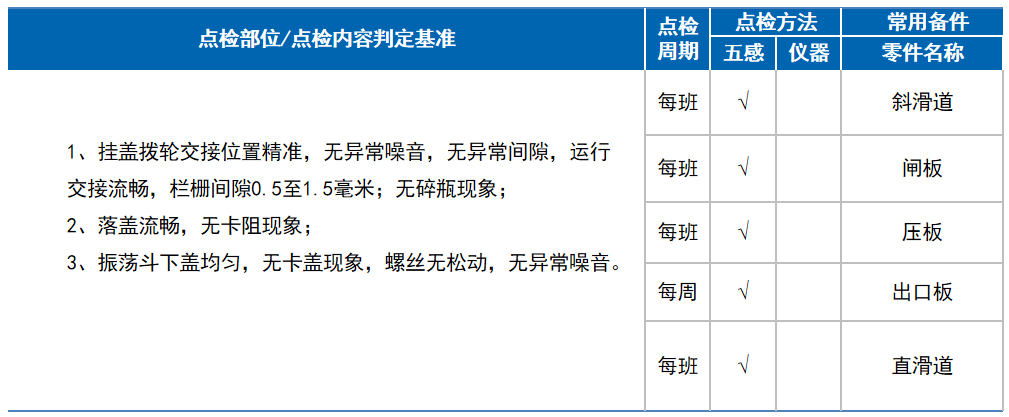
挂盖组
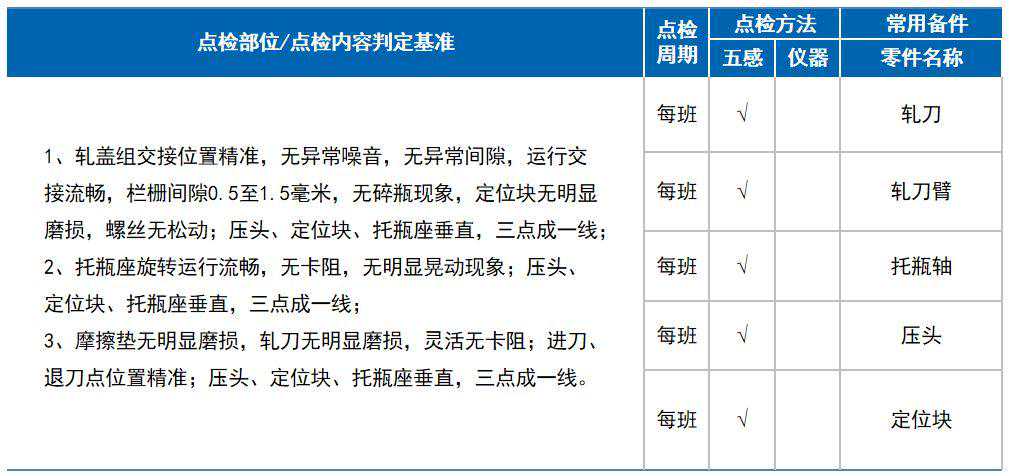
轧盖组
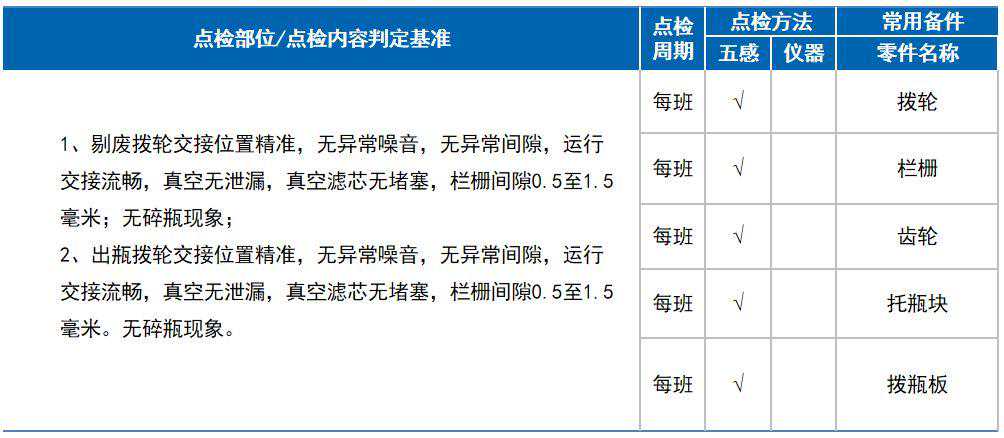
出瓶剔废组
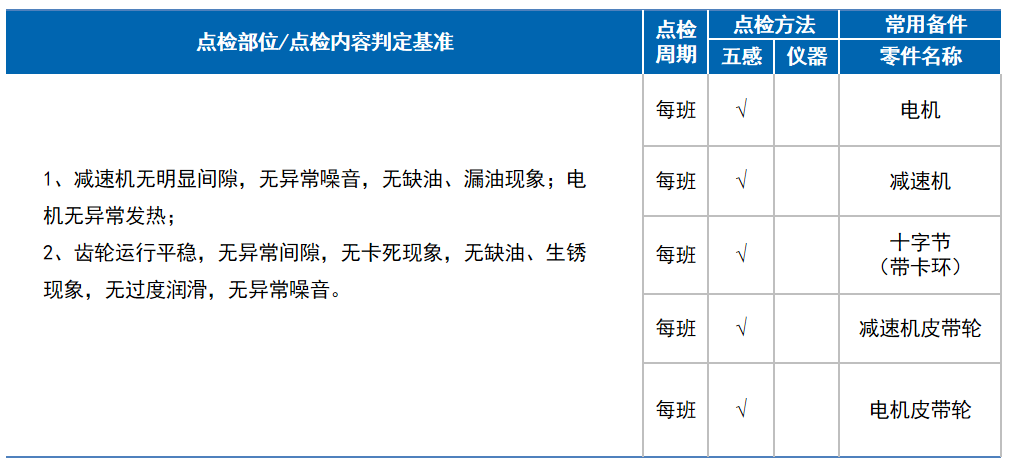
传动组